

BUSHING TEARDOWN INVESTIGATION
As an integral part of the electric delivery system around the world and the interface between the transformer and overhead bus, bushings failures have a significant negative impact. Because of this, there is a special focus on determining the root cause of the failure. A bushing teardown investigation is employed in cases where there is a need to determine the failure mechanism. This paper is a brief synopsis of how companies perform a bushing teardown.
Introduction
Utilities and other types of system operators are always trying to find methods to mitigate forced outages. Of the number of forced outages that do occur on an electrical system, oil-in-paper bushings (OIP) failures can result in severe havoc. Oil-in-paper bushings are the interface between the external bus and the windings of a transformer and thus are an integral part of the electric delivery system.
The results of a bushing failure are numerous; first and foremost, possible harm to substation personnel from spraying hot oil and flying porcelain and other debris. Additional issues include fire, internal damage to the transformer such as collateral damage to the windings, leads and other components, which can result in damage so severe that the transformer may not be salvageable. External collateral damage includes damage to the other bushings on the same transformer and nearby transformers and can result in harm to other substation components mostly from flying shrapnel.
Other concerns include outages to affected customers, length of outages, the cost to remove the failed bushing(s) and others if severely damaged, cleanup of the substation yard from sharp porcelain, replacing overhead lines if necessary, cost of new bushings along with installing them, testing of the transformer and internal inspections with the possibility of complete oil removal if deemed necessary. If the transformer is a generating unit, then substantial loss revenue can be realized. There are many other concerns and issues that a system operator must face because of a bushing failure that are too numerous to mention.
The Aftermath
In reviewing a bushing failure, the system operator may decide to look more in depth at the bushing in question and perform what is called a bushing teardown. This can be performed by the system operator if they are able to do so, the manufacturer of the bushing or a contractor. Some teardowns may be performed by a contractor with the operator personnel on site or, in some cases, also with the manufacturer on site. Whatever the case, it should remain unbiased so that the evidence found is to be the primary driver of the endeavor.
Bushing teardowns and forensics aid to determine root cause failures and are important to understand possible weaknesses in the bushing construction or its in-service use and if similar bushings are at risk. The results of such study may result in a bushing replacement plan for similar types, restrict their use and may involve additional maintenance practices, more frequent testing or controls, so that there are no future failures, or the risk is severely reduced.
The results of bushing teardown analysis may result in a bushing replacement plan for similar types, restrict their use and may involve additional maintenance practices, more frequent testing or controls, and possibly on-line monitoring so that the risk of future bushing failures is reduced.
What Is a Bushing Teardown?
A bushing teardown is a stepwise and controlled approach to dismantling a bushing piece by piece, gathering measurements and evidence so that some final conclusion(s) can be made as to the root cause of the failure.
It can be a very tedious and lengthy process. This is especially true when combing through the wreckage of a bushing in which the paper has been engulfed in a fire.
Removing the carbonized paper while looking for evidence is a very delicate and painstaking operation.
Some bushings may be too badly damaged to go through a teardown, but even those that are damaged so extensively may yield some small piece of evidence that will make the process worthwhile.
Additionally, the teardown of a sister bushing that is still intact provides useful information so that a comparison to the failed unit can be made along with the examination of the bushing design and the final manufactured product.
Not all bushing teardowns, however, will yield conclusive results.
A bushing teardown investigation is employed in cases where there is a need to determine the failure mechanism.
Data
In analyzing any bushing failure and that of an intact unit, the pre-failure data is invaluable. Information such as loading, storms before the failure, operating temperatures, through faults, mechanical disturbances, work on the transformer or bushings prior to the failure, electrical test results especially power factor and capacitances, oil analysis test results performed on the bushing, and if a service advisory has been issued by the manufacturer is some of the information that can play a vital role in the investigation. Even cantilever forces of the overhead lines to the top connection point of the transformer bushing may have to be calculated and explored. Manufacturer bushing schematics along with any other literature about the bushing must also be included. Pictures of the failed bushing before removal from the transformer may also provide important information.
Lacking this data or the access to it can seriously hamper a bushing failure investigation and may not make the process worthwhile.
If the failed bushing has been subjected to water from rain, firefighting activity or deluge systems, it is imperative that the company performing the teardown is informed.
Receiving the Bushing
Most companies performing bushing teardowns, especially in the United States and Canada, will require the bushing oil to have less than 2 ppm (mg/kg) polychlorinated biphenyls (PCBs).
Some companies may accept a certificate that came with the bushing when it was manufactured, stating that it is less than 2 ppm, but most will require the results of a recent oil sample.
Packaging and shipping must be performed in such a way as to not alter the as-found condition of the bushing(s).
Collection of the bushing shrapnel and sending it along with the bushing to be inspected will benefit the investigation. If the bushing is a draw-lead type, and the draw lead was damaged in the failure, include it with the bushing as there may be evidence as to what occurred.
A bushing teardown is a stepwise and controlled approach to dismantling a bushing piece by piece, gathering measurements and evidence so that some final conclusion(s) can be made to determine the root cause of the failure.
Testing Prior to Disassembly
The first step in this process is a visual inspection and measurements. The visual inspection will provide overall condition and any anomalies that might be present. Record all the nameplate information as it will prove useful in the overall review of the bushing and the data associated with it.
Depending on the size of the bushing, information may include the serial number, style, class, drawing number, catalog number, BIL rating, C1 and C2 power factors and capacitances, and amperage rating.
Deposits on the bushing sheds (see Figure 1), the oil level in the sight glass, the color of the oil, any deposits in the sight glass, and arc marks on the flange, the lower assembly below the flange, upper porcelain or the head of the bushing is additional information to gather.

Figure 1. Hot oil and fire soot deposits
It may also be possible at this point to determine if any gasket or O-ring compromises have occurred as seen by the elastomeric material exuding from the gasket/O-ring groove or material crumbling (refer to Figure 2) away from areas that they were supposed to seal. In all, some bushings can have as many as 20 gaskets and O-rings, each of which must be fully studied and most of which will be found during disassembly.
Measurements of the overall length, and lengths of various components, diameters, and location of various bushing components provide a means to compare the bushing being tested to the original shop drawings.
If able and safe, electrical testing provides critical information that is especially valuable in reviewing the bushing failure. Comparison to the nameplate data, acceptance test results and in-service test results will indicate a slow deterioration of the bushing over time or an abrupt failure or possibly something else. These failure routes can dictate the way in which the bushing is torn down.

Figure 2. Compromised bushing gasket at flange-upper porcelain interface
Disassembly (Teardown)
Before the bushing is disassembled, oil samples need to be taken and the bushing drained. Oil sampling is vital and critical to the process.
Dissolved gas-in-oil analysis (DGA) will provide information on arcing, partial discharge, overheating of the oil, overheating of the paper and possibly other issues.
Oil quality tests will provide information on the condition of the oil and can determine if air and water ingress has occurred. This is important as water ingress is one of the primary drivers of bushing failures.
The photo in Figure 3 shows a broken and deteriorated O-ring from the oil fill plug which allowed water and air ingress into the bushing.

Figure 3. Broken and deteriorated oil fill plug O-ring
Other oil tests can provide information on the degradation of the paper insulation, particulates in the oil and the makeup of those particles. This all relates to the operation of the bushing and therefore is an important part of the process.
Once the oil is drained, the toughest part of the teardown procedure begins, especially on larger bushings rated 230 kV and higher as the bushings are large and heavy. Using a facility that does not have the ability to lift, maneuver and turn the bushing can result in broken porcelain, destruction of evidence and injury to personnel. The compression pressure on the bushing must be released without breaking the porcelain as porcelain shards are sharp, can cut the paper insulation and personnel and will contaminate the bushing teardown scene. Bushing manufacturers used a variety of different mechanisms to apply the requisite sealing pressure to the bushing and to then secure it so the method to release the pressure will be different from manufacturer to manufacturer. Breaking the porcelain to release the pressure is a technique that should not be used.
The results of bushing teardown analysis may result in a bushing replacement plan for similar types, restrict their use and may involve additional maintenance practices, more frequent testing or controls, and possibly on-line monitoring so that the risk of future bushing failures is reduced.
Once the pressure is released, dismantling can begin but it must be performed in a managed way, so no evidence is missed. The head of the bushing can provide a variety of evidence that will be useful, so it needs to be inspected inside and out and possible samples retrieved for analysis such as the sludge found on the internal surface of the aluminum head housing shown in Figure 4.
In the head will be a variety of O-rings and gaskets which will need to be inspected and categorized. The sight glass may also yield some evidence along with inspection of the spring basket assembly. Figure 5 provides a photograph of heavy x-wax formation on the corona ring of a bushing.

Figure 4. Sludge found in bushing head
Once the head is removed, removal of the porcelain can ensue but there maybe one or more separate pieces of porcelain above the flange, so they need to be removed one by one without damaging the paper insulation of the core. Inspection of the internal surface of each piece of porcelain removed can also yield evidence.
Figure 6 shows arcing found on the inside porcelain of one failed bushing.
Depending on the circumstance, the flange could be removed next, or instead the bushing bottom connection removed than any porcelain, or composite/epoxy material that may be present. The order all depends on the damage down to the bushing and the ability to access the area.
Again, all these must be inspected, and samples taken for analysis if necessary.
The tap assembly is attached to the core thus it will have to be removed without damaging the core before the flange can be removed. Depending on the bushing manufacturer there are a variety of methods that were used to attach the tap to the core.
In larger bushings, there may multiple taps all of which need to be disconnected prior to flange removal.
Once all the pieces are removed, the inspection of the core can commence as shown in Figure 7.
During the course of unwinding the core and depending on how detailed the inspection is to be conducted, measurements may be taken to include such things as the distance from the top and bottom of the paper wraps to the respective ends, diameters, number of paper layers, location of capacitive layers and whether or not they are aluminum foil, conductive ink or herring bone ink.
The width, length and location of the conductive layers may be measured to be used for a finite element analysis.
Often paper samples are taken at different depths and positions within the core so that they can be analyzed for degree of polymerization (DP) and water content along with a variety of other physical, chemical and electrical analyses.
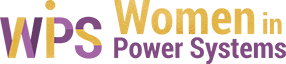
Along the way, area of discharge may be found as shown in Figure 8 or partial discharge treeing in Figure 9.
Once the unwrapping of the core is completed, the actual center conductor can be inspected. Most often copper is used in lower kV bushings whereas aluminum is used in larger voltage bushings to reduce weight.
Occasionally, a combination of the two may be present. Some examples of damage done to the center conductor are found in Figures 10 through 12.

Figure 5. X-Wax on the corona shield of a bushing and other debris
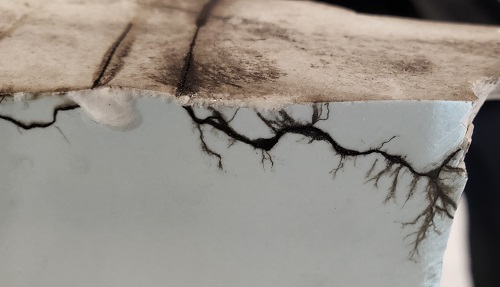
Figure 6. Arc tracking on internal porcelain
Figure 7. Partial core of a bushing showing tap foils

Figure 8. Arcing though core
Figure 10. Arc hole through copper conductor
Often there is much data collected as part of any bushing teardown investigation. All that data from in-service operation of the bushing, electrical and oil test results, all the measurements and all the findings and information from each part of the bushing have to collated, sifted through, analyzed and then put together in a coherent report, the final step of the investigative process, that may take weeks to months to produce after the final disassembly of the bushing.
Conclusions
As an integral part of the electric delivery system around the world and the interface between the transformer and overhead bus, bushings failures have a significant negative impact. Because of this, there is a special focus on determining the root cause of the failure. A bushing teardown investigation is employed in cases where there is a need to determine the failure mechanism. A brief synopsis of how companies perform a bushing teardown was explained in this paper.
The results of such an analysis may result in a bushing replacement plan for similar types, restrict their use and may involve additional maintenance practices, more frequent testing or controls, and possibly on-line monitoring so that the risk of future bushing failures is reduced.

Figure 9. Partial discharge treeing from edge of ink layer
Figure 11. Pitting and melting of copper conductor

Figure 12. Copper sulfide formation on copper conductor
Acknowledgement
The author wishes to thank Leah Simmons of Doble Engineering for all her contributions to this summary paper. Leah Simmons is the Senior High Voltage Test Engineer where she provides diagnostic and forensic testing and data analysis including writing reports and technical documents. Leah and the author head most of the bushing dismantling and forensic analysis that occurs at Doble.

Lance Lewand
Lance Lewand is the Technical Director for the Doble Insulating Materials Laboratories. Since joining Doble in 1992, Mr. Lewand has published over 75 technical papers pertaining to testing and sampling of electrical insulating materials and laboratory diagnostics. He received his Bachelor of Science degree from St. Mary's College of Maryland. Lance is actively involved in professional organizations including the American Chemical Society, CIGRE, a representative of the U.S. National Committee for TC10 of the International Electrotechnical Commission (IEC) and ISO TC28, ASTM D-27 since 1989. He is the current chair of ASTM committee D-27 on insulating fluids, the sub-committee chair 06 on Chemical Tests and a recipient of the ASTM Award of Merit.