

MONITORING, DIAGNOSTICS & DIGITALIZATION
Moisture Monitoring and Continuous Filtration:
A Way to Avoid Damaging Consequences of Moisture in Power Transformers
Moisture is one of the major causes of failures in power transformers, yet it is a natural and inevitable occurrence which develops over time due to the depolymerization of the cellulose paper. This article looks at the consequences and ways to mitigate moisture issues in order to manage this challenge.
Moisture is one of the major causes of failures in power transformers and one of the main degradation factors in the insulation paper. It increases the risks of operational failures and shortens the life expectancy of this valuable asset. Moisture in a transformer can occur from several external or internal sources and it creates a complex dynamics between the oil and the paper inside the transformer.
The use of silica gel breathers, sealed tanks, or nitrogen blankets allows us to avoid ingress of all or at least the majority of moisture from the atmosphere into the transformer. When the transformer is energized, creation of water inside the unit is a natural and inevitable occurrence which develops over time due to the depolymerization of the cellulose paper. This article looks at the consequences and the mitigation of moisture issues in order to manage this challenge.
Effects of Moisture in a Transformer
Transformer Safety: Breakdown Voltage
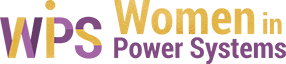
One of the critical transformer characteristics is that the higher the relative water saturation in the transformer oil, the lower the breakdown voltage (BDV) of the oil, as shown in Figure 1. This property is therefore directly linked to the relative moisture saturation in the oil.
As water migrates between the solid and liquid insulation in a transformer with changes in load, and therefore in temperature, it changes the relative water saturation in the oil since the speed of water exchange from the paper to the oil is different than from the oil to the paper.
The peaks of relative saturation are usually observed when there are changes in the transformer’s state (from high to low temperature or vice versa).
Consequently, the breakdown voltage tends to decrease during temperature changes, as observed in Figure 2.
The figure also clearly shows that the negative effect on the breakdown voltage is stronger when the water content in the paper is higher, i.e. when there is more water in the transformer.
In this example, the breakdown voltage decreases by an average of only 10% in a transformer with 0.5% or 2% of water content during temperature change; however, in a transformer with 3.5% water content, the breakdown voltage can drop by more than 30%.
A new transformer is expected to have less than 1% water content in paper. With time this water content will rise and should be maintained below 2%.
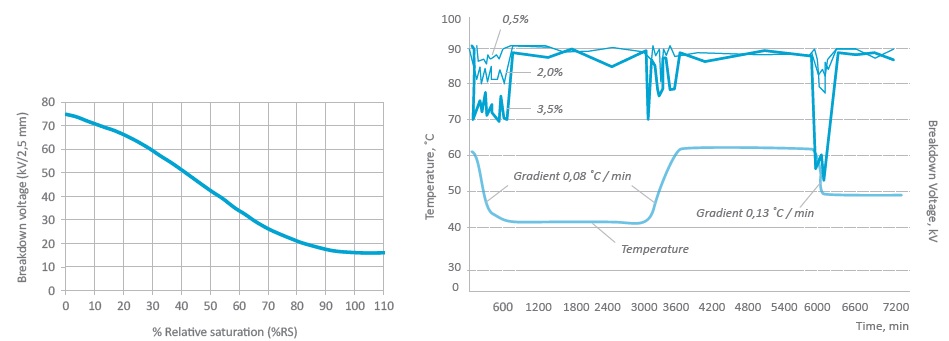
Figure 1. Dependency between breakdown voltage and water content in the insulating liquid [1] (left).
Figure 2. Temperature and breakdown voltage in oil for different temperature gradients [2].
Water content levels in transformers have been standardized by CIGRE and IEEE standards (see Figure 3 for CIGRE). The percentages represent the mass of water in the cellulose versus the mass of the entire insulation paper. While it is expected to have less than 1% water content in paper when the transformer is new, this water content will rise with time and should be maintained below 2%. Above this level, the transformer is considered to be too wet, leading to breakdown voltage volatility and paper degradation.
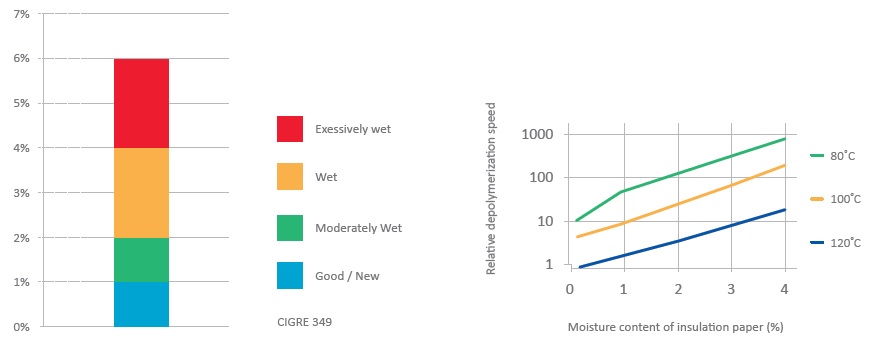
Figure 3. Water content levels as defined by CIGRE [3] (left).
Figure 4. Dependence of cellulose depolymerization rate on the paper moisture content at different temperatures [1] (right).
We know that high water content in a transformer can endanger the asset as the breakdown voltage decreases with a change of state (temperature). Moisture reduction is therefore a key effort to increase safety, especially for transformers with short and frequent load changes.
Transformer Life Expectancy: Degree of Polymerization
The mechanical strength of the insulation paper is defined by the degree of polymerization, also called DP, which represents the average length of cellulose chains in the insulation paper. A DP in a new transformer is typically between 1,200 and 1,000. When the transformer reaches a DP of about 200, this point is considered the end of its operating life.
While paper degradation cannot be stopped, its rate will depend, among other factors like temperature or acidity, on the water content in paper, as shown in Figure 4.
In CIGRE brochure D1.01.10 (2007), Fallou showed that the rate of paper degradation with the initial water content value at 4% was 20 times higher than at 0.5% water content. Additionally, when the cellulose paper is degrading, i.e. when the cellulose chains start to break down, water molecules are created as a result of this chemical reaction [5]. Thus, the degradation of the cellulose increases the rate of degradation.
It has been observed that moisture has a major effect on the rate of paper degradation and therefore on its life expectancy, which is counted in years. Considering the high cost of transformers, the economic impact of moisture in a power transformer, on top of the safety impact discussed in the previous paragraph, is something we must be aware of and mitigate.

Assessing the Moisture Content of a Transformer
Following from the discussion above, water content in a transformer should be assessed in order to understand if it is safe to operate it and to establish whether the rate of paper depolymerization is too high. Over 98% of the total volume of water in the transformer is concentrated in the paper, while less than 2% is dissolved in the oil [1]. Accessing the insulation paper to take a sample is impossible without a costly offline procedure. But the oil is easily accessible. An oil sample can be taken while the transformer is energized and the amount of water can be assessed in this sample to then estimate the water content in the paper.
However, when taking an oil sample, it is crucial to know the oil temperature, since the water solubility in oil is higher at high temperature, as shown in Figure 5. It is therefore normal to find a higher PPM value in an oil sample that has been taken on a transformer operating at high temperature.
Some equilibrium curves have been developed to correlate the concentration of water in oil, in PPM, and the percentage of water content in paper at different oil temperatures, as illustrated in Figure 6.
Knowing the PPM value and the oil sample temperature allows us to estimate the transformer water content, and therefore evaluate if the transformer is wet or not.
These curves are only valid if there is an equilibrium between the insulation paper and oil at the time of taking the sample. Unfortunately, on an operating transformer this equilibrium is basically never reached. Even the outside temperature variations will have an influence on this equilibrium.
Figure 7 shows the evolution of the moisture content in PPM over time (hysteresis) and the relative saturation in oil depending on the temperature.
It is clear from the chart that there are several PPM values, or relative saturations for a given temperature depending on when the sample was taken. In this example, at 60°C, the oil moisture ranged between 6 and 13 PPM, while the oil relative moisture saturation ranged from 1.5% to 3.5%.
This is due to the fact that the oil temperature can vary faster than the moisture can diffuse from oil to paper, or from paper to oil. When the oil temperature decreases, the paper can only accept a certain amount of moisture at a time.
Figure 5. Water solubility (S) vs. temperature according to the results from literature and CIGRE round robin test [1].
Figure 6. Moisture equilibrium curves [1].
During the period of oil cooling down, the water solubility in oil decreases while the amount of moisture does not decrease as fast, and therefore, the relative saturation increases with the negative consequences on the breakdown voltage, as shown previously.
Knowing this, it becomes obvious that trying to estimate the water content in a transformer, or even the moisture level in the oil, is not possible by doing punctual sampling. Taking an oil sample once a year will have a high probability of providing a false water content value, particularly on an older transformer, or with a high variation in temperature.
That moisture can have several negative effects on the safety and life expectancy of a transformer, so it is important to monitor its level accurately. The common methods of oil sampling may not provide sufficient information to draw conclusions on the transformer water content.
With the online drying process using molecular sieves, a continuously dried oil should maintain a high level of breakdown voltage; and the continuous extraction of moisture created in the paper will slow down the degradation process, and therefore increase the life expectancy of the transformer.

A Proposed Solution: Continuous Drying and Moisture Monitoring
Online Drying Devices Based on Molecular Sieves
This technology, developed in South Africa some 20 years ago, allows continuous drying of a transformer while the unit is online. The principle is fairly simple: The oil is pumped from the transformer tank at a low flow rate (<100 liters per hour) passing through the bed of molecular sieves. These sieves extract the water molecules dissolved in the oil.
Figure 7. Hysteresis loops %RS and calculated water content vs. temperature in a 40 MVA refurbished transformer during a special loading test [1].
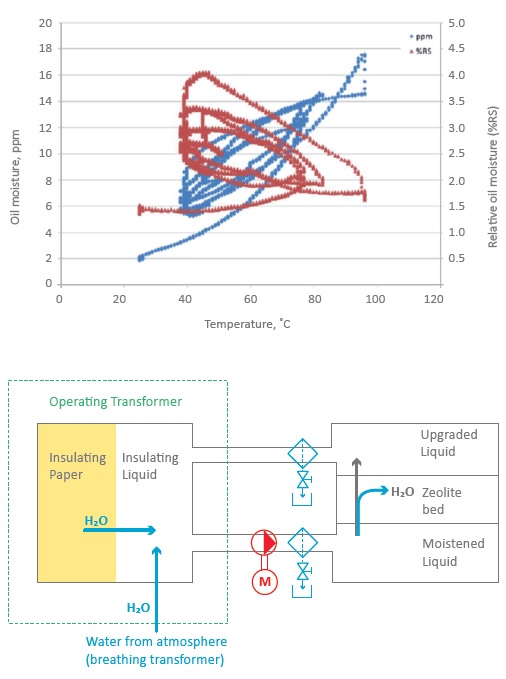
Figure 8. Schematic representation of the drying process through diffusion and zeolite adsorption [4].
The sieves used in most of the available solutions are zeolites type 3A. This is a porous material which has a very high affinity with water molecules and its pores are perfectly sized to catch the water molecules.
This also means that these sieves will not extract other molecules of different sizes, and therefore will not disturb the gas levels within the transformer [4].
Next, the dried-out oil is pumped back into the tank. Figure 8 illustrates this process.
This simple process allows us to have the transformer oil continuously dried while avoiding issues created by moisture ingress from outside.
Also, the moisture created due to the degradation of the cellulose paper is transferred to the dry oil and extracted.
So, this method offers a solution to two problems mentioned in the first part of this paper: a continuously dried oil should maintain a high level of breakdown voltage; and the continuous extraction of moisture created in the paper will slow down the degradation process, and therefore increase the life expectancy of the transformer.
This solution is very affordable to set up as it can be installed and operated without shutting down the transformer, and it does not require any operators to run it.
Continous Monitoring with Capacitive Sensors
Capacitive sensors have been used for decades to define moisture level in oil and solid insulation (provided an equilibrium is established).
They have two main advantages:
-
The sensor is placed directly in the oil within the transformer, so there is no risk of external contamination, which might happen during sampling or handling at laboratories.
-
These sensors provide analog information remotely, so the moisture level can be monitored continuously.
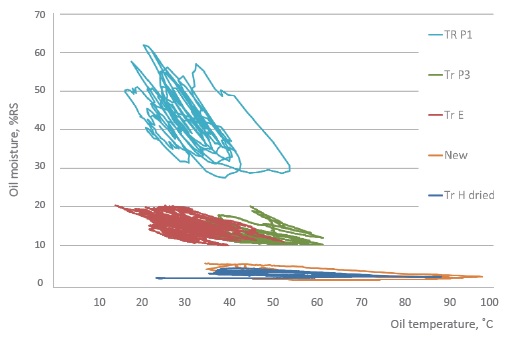
These sensors generally combine the measurement of relative moisture saturation in oil and oil temperature. This allows us to plot the hysteresis in Figure 9 and then have a much better overview of the moisture level in the transformer than with time-based sampling. In the example depicted in Figure 9, we can see the hysteresis of five different transformers. There is a difference in the shape between a new or dried out transformer at the bottom of the graph, and a wet transformer at the top. It is considered that if the hysteresis passes the 20% level, a drying maintenance should be considered [1].
Online drying devices with molecular sieves can easily include capacitive sensors within their system since they require a continuous oil flow for their process, as do the capacitive sensors. Together they provide a solution for managing moisture.
A Real Case Application of Online Drying System
An online drying device with moisture monitoring was installed on a 40 MVA three-phase transformer in Saudi Arabia’s Abqaiq region as a pilot project in November 2017.
The installed online drying system is shown in Figure 10. This 115 kV/13.2 kV sealed transformer from the 1970s had always been used at a relatively low load, which explained why moisture level in the oil never reached an alarming level.
Figure 9. Hysteresis loops of %RS vs. temperature in transformers with different moisture [1]
However, the level of moisture increased rapidly between 2015 and 2016 when a leakage appeared in the gasket.
In February 2016, moisture levels in the oil reached 54 PPM; relative humidity in the oil was 45%; the estimated water content in the paper was 7%; and the breakdown voltage dropped to 22 kV. At this point, the transformer was immediately deenergized and a leak search was initiated.
Once the leak was located and repaired, the increase of moisture in the transformer stopped; however, an enormous amount was already in the oil and paper had to be removed to operate the transformer safely.
Using an offline solution like low frequency heating was not an option due to the risk of paper shrinkage during the removal of such a large volume of water.
As a result, the end user decided to try an online drying device. Once installed, the unit started removing moisture from the oil immediately, which naturally provided a positive effect on the breakdown voltage value.
In the second step, the water began to be extracted from the paper as moisture equilibrium was established. With the moisture and temperature sensors installed within the online drying device, it was possible to follow the development of moisture over time.

Figure 10. Online drying device with moisture monitoring installed on a transformer in Saudi Arabia’s Abqaiq region.
Over the first year, the PPM inflow, as shown in green in Figure 11, decreased.
Also, within that year the calculated paper water content in the transformer dropped from 5% to about 3% (which is a much more acceptable level), as seen in Figure 12.
If we consider that each additional percent of water content increases the rate of cellulose degradation by two, the reduction from 5% to 3% decreased the degradation rate of this transformer by four, and therefore, increased the remaining life expectancy by also a factor of four.
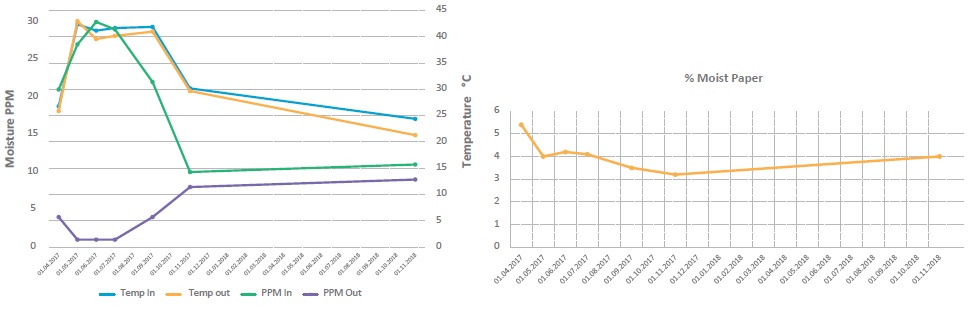
Figure 11. PPM and temperature monitoring between April 2017 and November 2018
on the transformer T-602 (left).
Figure 12. Calculated moisture content in the transformer T-602 between April 2017 and November 2018 (right).
It is clear from Figure 11 that during the second year of operation the PPM values of inflow and outflow were almost matching, which is the sign of water saturation in the online drying unit. This hypothesis was confirmed by the water content increasing again from 3% to 4% at the end of the second year. The saturated online drying device extraction cylinders were then replaced by new ones to restart the filtering process. Once emptied and cleaned in the factory, it was calculated that they had extracted about 12 liters of water from that transformer.
Conclusion
It is a known fact that moisture can have damaging effects on power transformers in terms of safety and life expectancy of the asset.
Also, we know that moisture in a transformer is difficult to estimate without continuous monitoring. Online drying systems will remove moisture from both the transformer oil and paper solving both problems.
This solution has been proved and successfully evaluated based on the pilot project results.
References
1. CIGRE working group D1.52, “Moisture measurement and assessment in transformer insulation – evaluation of chemical methods and moisture capacitive sensors," August 2018
Online drying systems offer a solution that will remove moisture from both the insulating oil and paper
2. B. Buerschaper, O. Kleboth-Lugova and T. Leibfried, “The electrical strength of transformer oil in a transformerboard-oil system during moisture non-equilibrium," Institute of Electrical Energy Systems and High-Voltage Technology, University of Karlsruhe, Germany
3. M. Ohlen, “How to Estimate and What to Do," Megger, Sweden
4. I. Fofana, V. Wasserberg, H. Borsi, E. Gockenbach, Fellow and M. Farzaneh, Senior Member, “Drying of Transformer Insulation using Zeolite," IEEE Electrical Insulation Magazine, Vol. 20, no. 1, January/February 2004
5. B. Sparling, “Assessing water content in solid transformer insulation from dynamic measurement of moisture in oil,” IEEE PES Seminar, Vancouver, 2008








