

 Driven by Swiss technology since 1913 to give a longer and better life to transformers.
Driven by Swiss technology since 1913 to give a longer and better life to transformers.
Headquartered in Switzerland and with operation centres in the EU, MICAFLUID is the sole beneficiary of a century-old heritage of extensive knowledge and experience in the power industry, making it a world leader in the engineering and development of insulating oil treatment, regeneration and integrated systems.
Electricity is one of the most crucial discoveries in human history, providing comfort, encouraging inventions and having a huge importance fuelling our everyday life. The most important enabler of all these possibilities are transformers, located on all branches of the powerline. Yet, a great number of transformers in use are already at, or close to, the end of their lifecycle. The ongoing integration of renewable energy-systems are causing fluctuations to occur more strongly and more frequently, endangering the stability of the system [1].
Essential to the life expectancy of any transformer is the state of its insulating oil. Not only is it an integral part of the oil and paper insulation system, but it also serves to provide cooling and health indicators through oil analysis.
However, over time, the aging rate of transformer oils beside temperature is accelerated by water, oxygen and gas content as well as acids derived from oil degradation. These along with other contaminants adversely affect the dielectric strength of the oil resulting in a lower Breakdown Voltage (BDV), propagating into a series of operational issues which shorten the service life of the asset.
Insulation oil types and how to treat them
It is well known that the main oil types in use today for insulations fall within the following categories:
-
Naphthenic based mineral oil
-
Paraffinic based mineral oil
-
Synthetic ester oil
-
Natural ester oil
-
Silicone oil
Each fluid has a different set of characteristics which make them better suited to certain applications, conditions, and cost.
Mineral oil is the most widely used insulation oil despite having some disadvantages due to its limited biodegradability and low fire point. It is important to avoid light fractions in vacuum and thermal cracking during treatment.

CRP regeneration plant inlet and outlet oil colour change
Synthetic ester is chemically derived and optimized to have a higher fire point as well as better water solubility and higher viscosity in comparison to mineral oil. Treatment therefore requires a higher process temperature, increased vacuum capacity and specific process cycles to avoid poor treatment results.
Natural esters are vegetable based fluids which appear to satisfy the growing trend towards “greener” more biodegradable fluids while presenting high flash and fire points. Its higher viscosity also calls for a higher vacuum capacity and more specific treatment parameters.
Silicone is a synthetic fluid which has self-extinguishing characteristics with good thermal stability. It also requires increased heat and vacuum for treatment due to its extremely high viscosity. Furthermore, due to its non-compatibility with other fluids, treatment systems have to be dedicated to silicone oil treatment only, to avoid contamination of other oils.
MICAFLUID VOP treatment systems are prepared to treat all types of oils and we are committed to deliver high quality oil purification systems which keep up with the latest developments in the world of insulation oils.
Furthermore, due to an array of technical features which guarantee effective vacuum tight treatment without the risk of microbubbles or contamination, MICAFLUID systems ensure process integrity without any compromises to the asset whether in a production line or substation.
21 Advantages of using MICAFLUID technology in 2021
1. Efficient degassing with single stage vacuum
MICAFLUID plants require only the smallest suction capacity from the vacuum pumps as the operating pressure for effective degassing is between 1-9 mbar.
2. Optimized electric heating system with horizontal configuration
The oil is indirectly heated and automatically regulated to within 1°C of the setpoint while ensuring a thermal flux of <1 W/cm2 which prevents hot spot cracking of the oil and guarantees its integrity.
3. Complete system is vacuum tight
The entire system is vacuum leak tested with a guaranteed leakage rate of <0.025 mbar•l/s thus eliminating any entry of air into the process. No inlet feeding pump is therefore required for normal oil treatment.
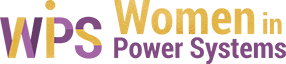
CFD VOP baffle heating system [2]
4. Variable flow-through
Due to an oil level control system especially developed by MICAFLUID, the oil flow is automatically adjusted to the flow-throughput set point without the risk of flooding. MICAFLUID systems are designed to ensure laminar flow on the outlet which prevent the creation of microbubbles usually caused by turbulence.
5. Thin film degassing
The patented oil distribution system for maintenance free thin film degassing over the Raschig rings packed columns is known to be the most efficient method of dehydrating and degassing insulating oil. This had been proven in a study performed at the ETH Zurich.
6. Automatic froth control
All VOP plants are equipped with an Anti-Froth Control System. In case of unexpected foaming, the system detects and automatically reduces suction and flow through in the degasser without breaking vacuum. This aids the treatment of high viscosity oils.
7. Filtration with clog detection and automatic control
Three options for fine filters are used in MICAFLUID systems, namely Nylon, Polypropylene and Fiberglass with varying characteristics depending on the final application:
-
Beta X from β1000 to β5000
-
Nominal fineness from 0.35 μm to 5 μm
-
Temperature range up to 120°C
Furthermore, clog detection allows for early warning of a required filter change which can then be performed safely during treatment without stoppages or the introduction of air into the system and process.
8. In-line gas and water content measurement

VZ212A applied on a VOP plant to measure water and % gas content
MICAFLUID is committed to delivering highest quality oil purification systems and our team is fully dedicated and continually innovating a wide range of products, instruments and services focusing on the customer’s requirements.
9. In-line Tan Delta measurement

VZ220A applied on a VOP plant to measure Tan Delta
10. In-line breakdown voltage measurement with MicaSonic™

MicaSonic™ applied on a VOP plant to measure:
- Breakdown voltage [kV]
- Moisture content [ppm]
(@ 20°C and actual temperature as per IEC)
11. Process supervision
All MICAFLUID plants are controlled by PLC which automatically control and supervise each operating step and provide process trend data and alarm history.
12. Alarming
Essential to process supervision is diagnosis and alarming. MICAFLUID systems generate information alarm dialogues both on the HMI and via SMS for immediate operator notification and action.
13. Safety functions
Adhering to safety standards such as ISO/DIS 13849-1, MICAFLUID takes the safety of the operators, process and system very seriously and therefore have standard features such as over pressure and temperature protection for the entire installation. Further features such as leak or flood detection, dry run protection and phase sequence control ensures continuous fail safe operation.
14. Operator friendly
With an intuitive touch screen interface, operation of any MICAFLUID system is child’s play, reducing the time needed for operator training.
15. Industry 4.0
With the use of smart communication protocols and sensors, MICAFLUID systems are prepared for full client-side integration embracing the Fourth Industrial Revolution.
16. Online treatment process on energized transformer
MICAFLUID plants are prepared to perform on onload treatment of transformers using the adaptable onload kit which ensures a completely vacuum tight process from start to end.
17. IEC compliant & energy efficient
All units are IEC compliant thereby achieving the required performance with efficient energy consumption.
18. Low maintenance
The robust plant design requires minimum intervention, limited to vacuum pump oil and filter change. Furthermore, since MICAFLUID units are vacuum tight long term storage even in high humidity corrosive environments.
19. Spare parts guarantee
Micafluid offers an outstanding spare parts and after sales service during the lifecycle of the plants.
20. Retrofittable accessories
Retrofit of all supplements or optional accessories, offered by MICAFLUID, can be installed by the customer without additional mechanical works on the plants.
21. Cost and travel reduction with MVA Support Platform
By subscribing to Micafluid’s Machine Virtual Assistance (MVA) Support Platform, users have instant access to remotely control and supervise their machine as well as direct Micafluid technical support and online diagnosis via Secure Sockets Layer (SSL).
MVA quickly enables companies to remotely view and act on the oil treatment operation, reducing downtime, as well as travel and operator costs.
Furthermore, having the possibility to perform site or factory acceptance tests and as well as training remotely, MICAFLUID is able to drastically reduce its carbon footprint.
MVA Support Platform

MICAFLUID is committed to delivering highest quality oil purification systems and our team is fully dedicated and continually innovating a wide range of products, instruments and services focusing on the customer’s requirements.
Our range includes:
VOP - Variable Oil Purification
CRP - Conventional Regeneration
VPU - Vacuum Systems
OFP - Oil Filtration
HOS - Hot Oil Spray
ODS - Oil Distribution Systems
References
[1] M. Wrobel, Acoustic Hybrid Sensor for BDV Monitoring in Insulating Oil
[2] S. S. Alfarawi, Evaluation of Hydro-Thermal Shell-Side Performance in a Shell-and-Tube Heat Exchanger: CFD Approach
Headquarters
Micafluid AG
Gaswerkstrasse 6
CH-8952 Schlieren
Switzerland
Operations
Micafluid AG, SA
Portugal
![]()
A competent and experienced partner to the Electrical Industry!







