

Credit: MIDEL
CHARTER STEEL
Electric arc furnaces (EAFs) have been in use for over two hundred years, with some of the earliest work done in 1810 by Sir Humphrey Davy (inventor of electrochemistry and who, incidentally, gave Nitrous Oxide the label “laughing gas”). An EAF converts electrical energy into thermal energy via an arc; the objective being to melt metals - in this case, steel. In the early 1900s, EAFs emerged commercially in the electrochemistry sector, and the production of electric steel, as it was called, began to take hold, especially with specialty steels and alloys.
An early commercial EAF was patented by Siemens in 1878, and a French inventor Paul Héroult, after discovering the electrolytic aluminum process in 1886, went on to further develop and patent direct electric arc furnaces for steel. The Halcomb Steel Company built and operated the first commercial EAF in the US in Syracuse, NY, using Héroult’s technical advice and design. Further commercial use slowed due to the lack of powerful transformers with higher voltages (which consumed an exorbitant amount of electricity) and improved carbon electrodes that would last longer. After WWII, the use of EAFs for steelmaking expanded rapidly, and was mostly done via alternating current (AC) EAFs. However, the use of direct current (DC) over AC for EAF steelmaking came to the fore with global development and commercialization in the 1970s and 1980s. The technology was quickly enhanced; and while the advantages of DC EAFs over AC EAFs for steel making are numerous, they are too involved to cover in this short article.
Most semi-integrated steel mills or mini mills include an electric meltshop utilizing an EAF for melting scrap. In 1991, US-based Charter Steel built its meltshop in Saukville, WI, one of the USA's first three DC Arc Furnaces. The meltshop created a wholly integrated mini mill at one site and helped set the stage for the rapid growth of mini mills across the USA and many other countries. The original Saukville configuration, designed for scrap steel, featured a 38MW furnace supplied by a single transformer and rectifier. To ensure business continuity, the meltshop also had a spare transformer and later added a spare rectifier. Demand grew, and Charter Steel’s engineers developed a solution to use the spares in tandem with the original units to meet the need for increased production. Saukville Meltshop Electrical Engineer Mike Sauer described it as “a 20% upgrade in power, and the meltshop could always just run on a single rectifier if there were any issues with the other.”
Most semi-integrated steel mills or mini mills include an electric meltshop utilizing an EAF for melting scrap. In 1991, US-based Charter Steel built its meltshop in Saukville, WI, one of the USA's first three DC Arc Furnaces. The meltshop created a wholly integrated mini mill at one site and helped set the stage for the rapid growth of mini mills across the USA and many other countries.
To further increase capacity, the meltshop pushed the design to a 40% upgrade in power for the 100-ton furnace. During this period, Charter Steel’s business interruption insurer recommended that the company protect the transformers and rectifiers from potential shutdown events such as fire. As the business grew and the transformer/rectifier pairs were pressed into near continuous use in tight quarters, the insurer increased its level of concern. It worked with Charter to vet various solutions; the decision was made to purchase another spare transformer to reduce Charter’s business continuity risk further.
Figures 1 and 2 show the space challenges that formed the constraints of the various proposed solutions.
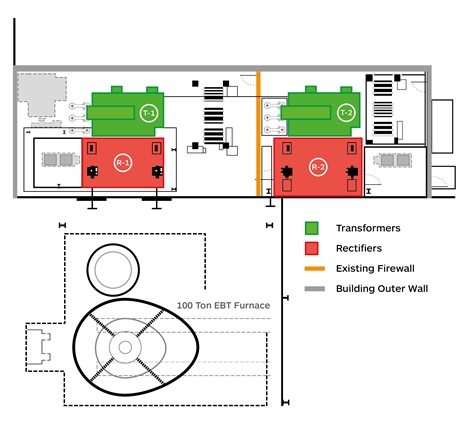
Figure 1 Overhead View of Charter Steel Rectifier/Transformer Pair
The new spare transformer provided a back-up resource to call upon if needed. However, the insurance company’s risk experts noted their concern over the pairs of transformers and rectifiers - especially how close they were to each other and the operations of the meltshop. Thus, a concrete block wall was placed between the pairs, but it could not extend to the plant's ceiling due to airflow requirements. To make up for this incomplete fire barrier, it was recommended that Charter add a water-based fire suppression system. A genuinely effective deluge system must cover all four sides and the top of the transformers, meaning a shower of water would hit the rectifier side of the transformer. In effect, this would immediately destroy the rectifier regardless of its involvement in the fire. This water-deluge option created concern within the Charter team; besides the slight but ever-present danger of a false triggering of the water shower, the cold Wisconsin winters could play havoc with the somewhat exposed-to-the-elements transformer vaults. Concern over a burst water pipe led them to consider a dry-type system. Yet, the installation's complexity, its continuous maintenance needs, and high costs (including a new backup power system for the dedicated pumps in case of a power outage) led them to continue searching for a better solution.
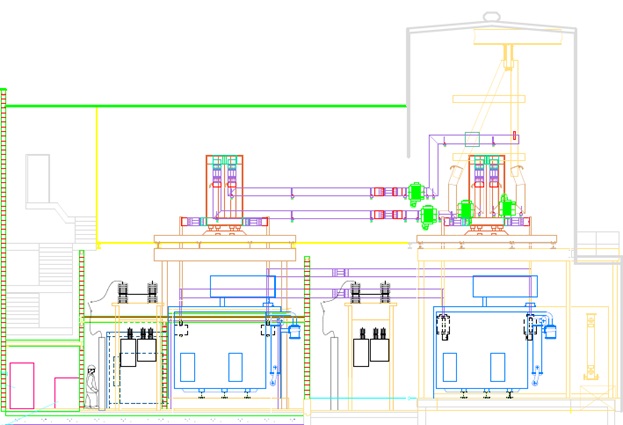
Figure 2 Elevation View of the Rectifier/Transformer Pair
Charter evaluated various types of chemical and/or gaseous suppression systems as alternatives. Still, one of the most challenging considerations was the relatively large area (approximately 2,400 cubic meters) containing both pairs of transformer/rectifier power supplies. The ample space, which was not well sealed, would poorly contain the discharge from a suppression system on top of the required extensive volume of fire abatement material.
Over several years, all these potential solutions were vetted and rejected. Eventually, the insurer insisted that Charter invest in more spares (rectifiers and transformers) and separate the two operating rectifier/transformer pairs. To accomplish this, at least one of the pairs would have to be moved, requiring a lengthy and costly DC busbar system. This relocation would include an expensive substation construction project and necessitate a long shutdown period. Additionally, the newly located rectifier system would require an exhaustive recommissioning process. The insurer suggested another alternative: simply “exempt” coverage for losses involving the power supplies. However, this option was not acceptable to Charter Steel’s management.
Finally, a new transformer solution was proposed that seemed much more straightforward: replace the potentially flammable mineral oil insulating liquid with an FM Approved “less flammable liquid” which would mitigate the transformer fire risk at a much lower overall cost and reduce the complexity of the required change. Charter Steel’s engineering team was familiar with the fire risk mitigation properties of ester liquids in new, smaller transformers, however, the high cost and lead times for multiple new rectifier transformers presented a sizeable economic obstacle.
A new transformer solution was proposed that seemed much more straightforward: replace the potentially flammable mineral oil insulating liquid with an FM Approved “less flammable liquid” which would mitigate the transformer fire risk at a much lower overall cost and reduce the complexity of the required change.
The electrical engineering team at Charter needed to determine which transformer OEMs currently make a 48 MW rectifier transformer using FM Approved alternative liquids. Also, could their existing mineral oil-filled transformers be converted from mineral oil to an alternative lower flammability liquid through a process known as retrofilling? Would the units be in good enough condition to warrant a retrofill? With three transformers, one spare, and two in-service, how many new units would they require? Since each unit had a different history of load profiles and differing ages, an engineering study for each transformer was required. Noting that the ester liquids would have different physical and electrical properties from mineral oil, such as viscosity, also meant that a study would determine which units could be safely retrofilled and if any modifications or derating would be required. At this time, the two operating transformers and the one spare were five (5), seventeen (17), and twenty-seven (27) years old. The engineering study determined that the five and 17-year-old transformers could be safely retrofilled with synthetic ester transformer liquid. The 27-year-old transformer was considered an unsuitable candidate to be retrofilled.

Based on a thorough analysis of commercially available less flammable FM Approved liquids, Charter engineers began to look more closely at MIDEL 7131. It was developed over 40 years ago, a synthetic ester liquid with its earliest application in a retrofill at British Steel Company in the UK in the late 1970s. It seemed particularly well suited for the cold northern Wisconsin climate, having one of the lowest cold temperature pour points (-56˚C) of any less flammable ester and an oxidation resistance that outclasses FM Approved natural esters. These characteristics meant that not only would MIDEL 7131 be more fire-safe, but it could take the cold weather and be easy to process during retrofills without the worry of thin film polymerization (a phenomenon occurring much more readily with natural esters when exposed to air).
Charter engineers began to look more closely at MIDEL 7131. It seemed particularly well suited for the cold northern Wisconsin climate, having one of the lowest cold temperature pour points (-56˚C) of any less flammable ester and an oxidation resistance that outclasses FM Approved natural esters. These characteristics meant that not only would MIDEL 7131 be more fire-safe, but it could take the cold weather and be easy to process during retrofills without the worry of thin film polymerization
Accordingly, Charter ordered a new MIDEL 7131-filled transformer to meet the FM-approved standards. This unit would be installed first; then, the two other units would be retrofilled with MIDEL 7131. This staging would also mean there would be minimal downtime. Tamini Transformers was chosen to supply the new MIDEL unit based on the Italian firm’s strong track record with rectifier transformers and their experience with MIDEL synthetic ester designs. Additionally, Tamini agreed to perform the retrofill evaluations and manage the retrofilling process. The MIDEL applications engineering team was also consulted to support Tamini’s retrofill evaluation and, eventually, worked directly with Charter Steel at no extra cost.
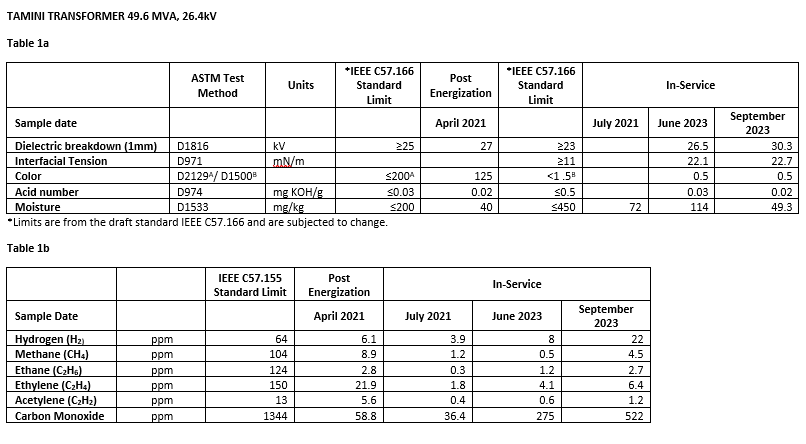
Once the new Tamini MIDEL unit was installed in April 2021, a side-by-side comparison could be made with its older twin (mineral oil-filled) unit. Because the two units paired with rectifiers operate so that each supplies half of the required furnace power, an accurate apples-to-apples analysis of oil and winding temperatures could occur. Charter engineers found no perceptible differences in the operating temperatures of the two transformers. Approximately four months later, the five-year-old transformer was retrofilled with MIDEL and installed in place of the mineral oil-filled unit. During the next several months, Charter closely compared the operating temperatures between the retrofilled MIDEL transformer and the new MIDEL one. They found no more than a 2°C temperature difference between them. With excellent results, Charter Steel in late 2022 retrofilled the 17-year-old transformer and put it into operation in place of the first retrofilled unit. In this instance, because the second unit had a different set of oil coolers than the first retrofilled transformer and even the new transformer, up to a 5°C difference in operating temperature was recorded between the operating pairs. However, this was not of concern to the engineering teams as it was still well within the specifications based on the load profile analysis. The transformers are regularly sampled* and there have been no issues with the transformers, both new and retrofilled with MIDEL 7131 ester. Oil test reports have all looked favorable, as seen in Tables 1-3. Charter Steel's engineering team and the company’s insurance firm were fully satisfied with the final risk reduction solution.
Charter closely compared the operating temperatures between the retrofilled MIDEL transformer and the new MIDEL one. They found no more than a 2°C temperature difference between them.
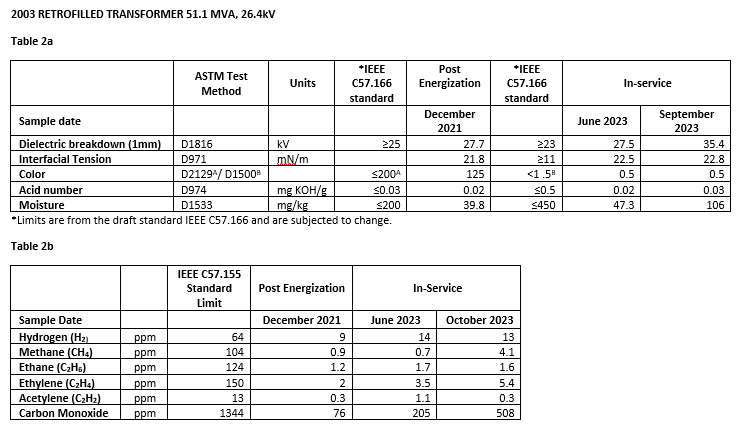
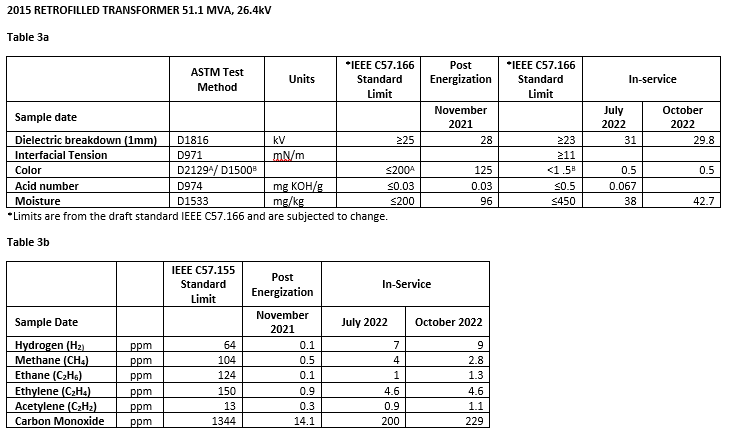
*The new Tamini transformer and the retrofilled 2003 transformers are sampled and analyzed monthly. The tables presented in this article have data on the transformers post energization along with recently analyzed samples. For the new Tamini MIDEL 7131 unit, Table 1a shows the liquid quality data and Table 1b shows the DGA. Table 2a shows the liquid quality data and Table 2b shows the DGA for the retrofilled 2003 transformer. Since the retrofilled 2015 transformer was in operation for few months while 2003 unit was being retrofilled, data presented in this article includes the post energized sample and the last two analyzed samples in 2022. The transformer is now analyzed annually, and the next sample data will be available towards the end of 2023. All the post energization and in-service samples analyzed have values below the upper specification limits, hence all the units are in good operating condition.
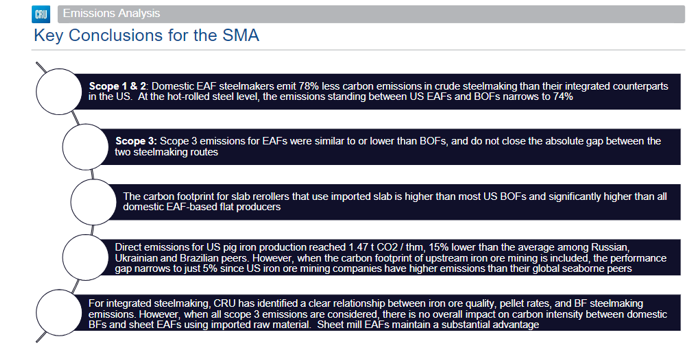
Electric Arc Furnaces Emit 78% Less Carbon
The steel industry is the largest manufacturing sector for global emissions, producing approximately 7-9% of all man-made CO2 emissions, and global steel demand is projected to increase 30% by 2050. As part of a multipronged approach to decarbonizing steel making, EAFs can reduce carbon dioxide emissions by up to 78% over traditional and highly fossil (coal/coke) intensive process such as Blast or Basic Oxygen Furnaces (BOFs).
The Steel Manufacturers Association Steelmaking Emissions Report 2022* captured these figures in its conclusions (insert 1). Though EAFs form a critical piece to the current decarbonization of steelmaking and can displace substantial quantities of “primary” steel, there is not an unlimited supply of high-quality scrap steel (produced via primary steelmaking) to replace the need to decarbonize the primary furnaces fueled by coal. However, look for an increased share of EAF made steel in the near term.

Michael Sauer is the Electrical Project Manager at Charter Steel, Melting Division, in Saukville, Wisconsin. He has been with Charter Steel in Saukville since they tapped their first HEAT in 1991. With both BSEE and MSBA degrees from Michigan Technological University, Michael is also a Licensed Professional Engineer. As a member of the Association for Iron & Steel Technology for 22 years, he has served on both the Crane and Electrical subcommittees.

Anthony Coker leads M&I Materials’ MIDEL business for the Americas. He is in the Academy of Distinguished Engineering Alumni at Georgia Tech, has a Chemical Engineering degree and serves on their Chemical & Biomolecular Engineering Advisory Board. He graduated from the Institute for Georgia Environmental Leadership and serves on the Sustainable Business Advisory Board at the Scheller College of Business. He is Board Chair for cleantech incubator Green House Accelerator and was Board Chair for the Georgia Solar Energy Association. Previously, he worked with a regional solar design/build firm, a start-up solar cell company, General Electric, Dow Chemical and Accenture.
Powered by: