

ADVANCED BUSHING TECHNOLOGY
This paper introduces the qualification of an extended OIP bushing with bellows in the expansion chamber, outlines the advantages of ester-impregnated bushings and provides an overview of the bushing monitoring state-of-the-art.
Introduction
The recent energy transition targets are highly motivated by environmental reasons. Such targets create new technical challenges due to operation modes of power installations, as well as cyclical conditions of renewable energy and the overloading necessary to ensure continuous supply of energy if required.
In fact, the cycling nature of renewable energies due to sun cycles, ocean tides or wind variations produces a cyclical thermal stress on the bushing insulation. As a result, connected to some operating conditions, in conventional OIP bushings this may lead to gas bubble generation, causing partial discharges and electrical failure if present in a critical area.
Apart from environmental advantages, development of ester based insulating technologies in high voltage equipment is additionally motivated by enhanced safety and overload capabilities. This article explains in more detail the advantages leading to the development of the capacitive ester-impregnated transformer bushing, an innovative solution that not only helps achieve substation decarbonization but also increases the performance of high-voltage equipment.
Unique OIP bushing design with bellows
One specific issue connected to the conventional design of OIP bushings with gas cushion in the top housing, for compensating the oil expansion due to thermal changes, is the gas bubbling effect.
Experimental observation has demonstrated the onset of internal partial discharges due to the formation of gas bubbles within the bushing oil. When oil and gas, such as air or nitrogen, is confined in a fixed volume space like a bushing, pressure equilibrium is reached over time at any given temperature. If the temperature changes, the volume of the oil changes and the gas space changes accordingly.
When this occurs, three variables come into play:
-
First, the gas pressure changes with volume change.
-
Second, the gas pressure changes with the gas temperature.
-
Third, the ability of the oil to absorb gas varies with temperature.
Capacitive ester-impregnated transformer bushing is an innovative solution that not only helps achieve substation decarbonization but also increases the performance of high-voltage equipment.

Figure 1. Detail of bellows assembled inside the bushing head
As a result, with constant fluctuations in temperature there is a continuous change in the amount of gas dissolved in the oil. If the temperature rapidly decreases after being high for some time, the gas cannot escape quickly enough to avoid the formation of bubbles in the oil.
Isolated examples of this can occur during transformer factory testing [1] or when the equipment operates under severe cyclic loading combined with rapid cooling [2].
More recently this phenomenon has been identified with applications such as solar and wind energy generation. This phenomenon can occur in any liquid insulated bushing; its occurrence is linked to many variables related not only to the bushing design, but also to operation and environmental conditions.
To provide an ultimate solution to this industry-wide issue, the complete bushing portfolio with physical separation between oil and gas inside the bushing, was released into the IEEE market in 2018.
In order to withstand the different environmental and operating conditions the product will be subjected to, the bellows are made of stainless steel, which guarantees the maximum reliability during the bushing life.
The stainless-steel bellows contract and expand within the expansion chamber, eliminating the generation of gas bubbles within the oil, without causing overpressure or low pressure inside the bushing.
OIP design with bellows: Qualification tests
The new portfolio is fully type tested according to IEEE C57.19.00-2004 and C57.19.01-2017.
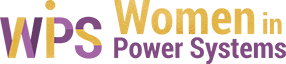
In addition, to provide the proof of design safety margins and long-term reliability in service, the full series is tested with stringent requirements: the tests are performed at the highest electric values between IEEE and IEC International Standards. Table 1 indicates some examples of the selected ratings for the design and tests.

Figure 2. Stainless steel bellows assembly
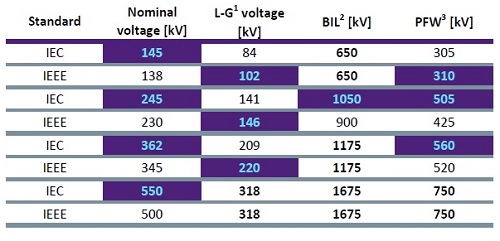
Table 1. Design and test level values chosen as the higher between IEC and IEEE. 1. L-G voltage: line-to-ground voltage; 2. BIL: BIL level; 3. PFW: dry withstand test voltage
The new portfolio is fully type tested according to IEEE C57.19.00-2004 and C57.19.01-2017.
An intense test plan was necessary to validate the product with unique feature of physical separation between oil and gas. Beside the complete type tests required by IEEE standard, performed on each product type, our R&D experts planned intense qualification tests, including:
Mechanical withstand test for bellows (>10.000 full cycles)
The scope of this test is to validate that the bellows can withstand a high number of cycles during their whole lifetime. Each bellow design is tested to check its ability to withstand one full cycle per day for 30 years, which is much more than the real mechanical stress that the bellow will see on site.
The test is performed by immersing the test object into oil which is put under pressure/vacuum, so that the bellow is contracted and expanded on its full stroke for each cycle.
Transportation tests as per ASTM D4169-16, including impact hazard and shake table test
Complete bushings are tested to validate that the bellow assembly is properly designed to withstand transport operations, even in case of severe shipping conditions, without being damaged.
The tests have been performed as per ASTM D4169-16 (Standard Practice for Performance Testing of Shipping Containers and Systems) with distribution cycle DC5 (Motor freight, TL, not unitized).
This cycle simulated during the test is equivalent to a road shipping with loading and unloading.
The test is performed in two phases:

Figure 3. Mechanical test on the bellow
-
A complete bushing stored in its crate is installed on a shake table, with another crate on top of it and the vibration profile corresponding to high level load is applied. Moreover, the test plan also included the simulation of the forklift truck and crane handling, by letting the crate drop to the ground from a given height at different angles.
-
The bushing is then tested for leakage (2.5 bar / 36.25 psi for 9 hours)
The tested designs are representative of the complete product range from 25 kV to 230 kV.
Salt spray test
The target of this test is to validate that the selected stainless-steel grade used to manufacture the bellows is not susceptible to corrosion even in the most critical ambient conditions. The salt spray test was performed in very severe conditions: spray exposure of 250 hours on an open bellow without its top cover protection.
After the test, the bellows are cleaned with water and dried at 23°C to identify any rust mark on the inner surfaces of the bellow.
Temperature cycle tests under operating voltage
To have a test representative of the complete portfolio, the thermal cycles have been performed on two different voltage classes:
- 69 kV prototype: 2 months test
- 230 kV prototype: 3 months test
Variable load and temperature cycles are applied in order to simulate the real conditions present in a solar plant: oil temperature is raised to 90°C (transformer oil temperature in service) during the day and external infrared panels simulate solar radiation. Oil heating and radiators are switched off during the night (oil cooled down to 40°C).
At regular intervals during the test execution, the bushing parameters are analyzed (C1, tanδ, dissolved gas) and the PD measurement is performed to validate that there is no evolution in the internal insulation of the bushing, especially no development of gas bubbles.
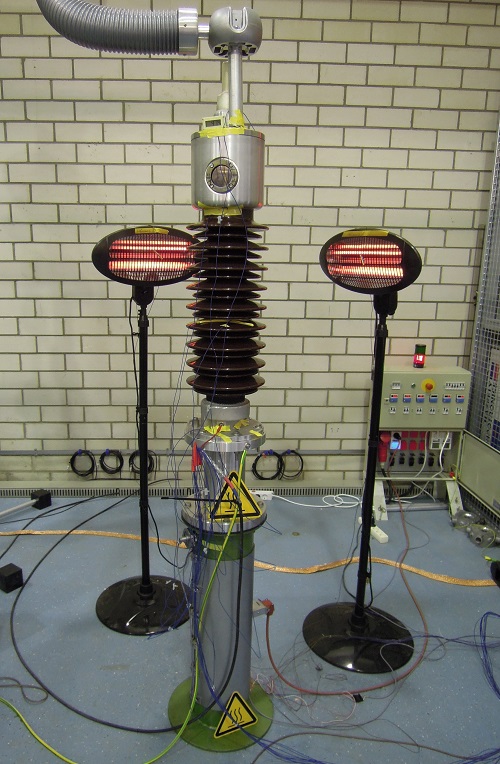 Figure 4. 69 kV bushing subjected to temperature cycle test under operating voltage
Figure 4. 69 kV bushing subjected to temperature cycle test under operating voltage
The extended OIP design with physical separation between oil and gas in the expansion chamber is a perfect solution to eliminate the gas bubble issue. The proposed design prevents accelerated ageing when the bushing is subjected to cycling load operation, removes possible occurrence of problems during transformer factory testing and allows higher flexibility in product handling.
The extended OIP design with physical separation between oil and gas in the expansion chamber is a perfect solution to eliminate the gas bubble issue, which can occur in any oil insulated bushing under specific operating conditions. In particular, the proposed design prevents accelerated ageing phenomena when the bushing is subjected to cycling load operation, removes the possible occurrence of problems during transformer factory testing and allows higher flexibility in product handling.
Advantages of ester insulation in HV bushings
Esters are currently very popular among high voltage power transformers manufacturers because of their outstanding advantages in terms of thermal performance and extended overload possibilities, beside the obvious advantages of environmental compatibility and eco-friendliness, providing a step further towards substation decarbonization.
Combining the monitoring options with the high thermal performance of synthetic ester allows ester-impregnated bushings to meet the technical requirements of high-voltage transformers. It’s therefore possible for customers to mitigate the risks when operating in overload conditions for longer periods than those allowed by international standards.
Motivated by feedback from site investigations and from discussions with customers who are continuously looking for ways to improve service conditions and minimize costs, the first high-voltage bushing insulated with biodegradable ester fluid has been introduced into the market in 2020 (see Figure 5).

Figure 5. First capacitive ester-impregnated transformer bushing
The first high-voltage bushing insulated with biodegradable ester fluid has been introduced into the market in 2020.
Thermal performance
One of the key advantages of using synthetic ester for bushing application is its enhanced thermal performance compared with mineral oil. The international standards organizations IEEE and IEC agreed that the thermal class of the complex kraft paper/synthetic ester is 120° (Class E) instead of 105° (Class A) for the complex kraft paper/mineral oil (IEC 60076-14 and C57.154-B3). For liquid-filled bushings this is a huge improvement because they are vital components in the power system network. The increased thermal performance of bushings can positively impact the transformer’s condition by allowing many options for overload operation. It also offers a greater design margin that can be exploited to improve the thermal performances of transformers.
The capability of bushings to withstand thermal loading varies depending on bushing design, insulation material used, the ambient conditions in which bushings operate and the energy demand. According to IEEE C57.19.00, the hottest-spot temperature of Oil Impregnated Paper (OIP) bushing, operated at rated current, is limited to a 75°C rise over ambient with 30°C ambient temperature – or a 105°C total temperature. This limitation is due to the use of temperature index 105 insulating mix for the bushing condenser. If ambient temperature exceeds 40°C for long time or the transformer in case of long overload develops a top oil rise exceeding 65°C, the normal life expectancy of bushing will be shortened due to accelerated aging of the insulating complex. To overcome this situation, the solution is either to use bushings that have nameplate ratings greater than the transformer current ratings or by using bushings with special high temperature insulation. Ester bushings are developed to offer this possibility.
The calculation of the overload capability of ester bushing portfolio [8] is shown in Table 2. We note a maximum tolerance of 49% additional capability for the 100 kV type, which means that for normal life expectancy (normal aging conditions), the bushing can be operated with 49% additional load while respecting a maximum hottest spot temperature for solid insulation in accordance with IEEE C57.154 given informative data.
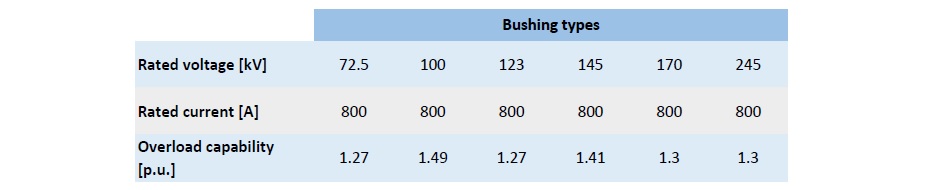
Table 2. Overload tolerances for ester bushings
Increased fire safety
The ester based dielectric insulation offers an excellent fire safety, thanks to his high flashpoint and high firepoint compared to traditional insulation liquids, therefore is the perfect solution in terms of fire risk mitigation. The fire-point and flashpoint of synthetic esters compared with mineral oils are shown in Table 3 [3]. The synthetic ester used in the new bushing portfolio is classified according to IEC 61039 as a Class K3 fluid, which provides the following advantages:
-
No fire risk in the event of a major failure
-
Low-density non-toxic smoke
-
Lower costs for installation and maintenance of fire safety equipment
-
Lower associated insurance costs
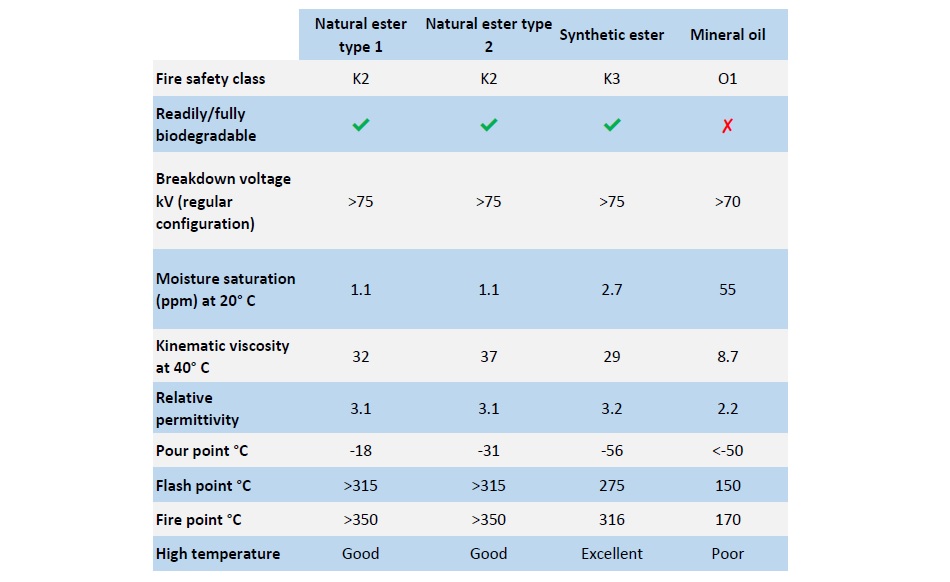 Table 3. Basic properties of different insulation fluids
Table 3. Basic properties of different insulation fluids
Moisture tolerance
Another aspect that provides ester bushings with excellent technical performance is the high moisture tolerance of synthetic ester. This means that it maintains its electrical characteristics even when water content is high (see Figure 6) [5]. Its use in ester bushings prevents several known failure modes, including:
-
Bubble formation during overloads: according to IEC 60076-14, the temperature for bubble creation is directly related to the moisture content of cellulose. For example, at one percent paper humidity, bubbles will form at 170°C, while at three percent, bubbles will appear at 125°C.
-
Condensation: during cycling service conditions (solar energy), water migration between paper and liquid is contained by ester with no effect on electrical performance.
-
Hydrolysis: water is one of the degradation products of paper. Unlike mineral oil, the water tolerance of synthetic ester allows for more water to be trapped, which may slow down cellulose aging.
-
Oxidation: development of ester bushings included a completely sealed design, so there is no risk of cellulose oxidation.
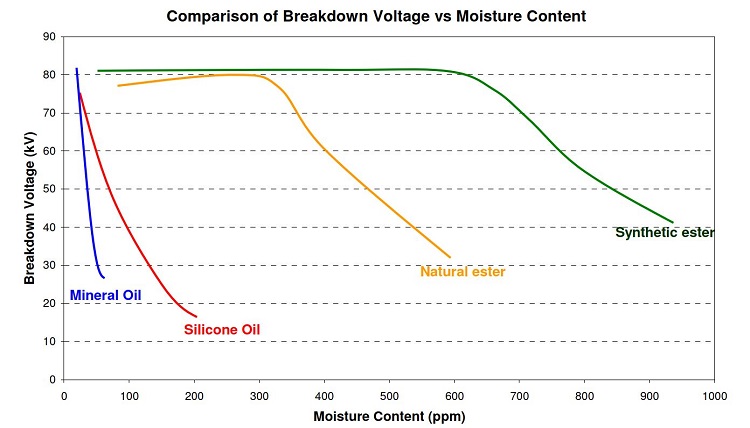 Figure 6. Breakdown voltage dependence on moisture content with common insulating fluids
Figure 6. Breakdown voltage dependence on moisture content with common insulating fluids

Figure 7. Material compatibility test
Online monitoring
Despite being designed according to state-of-the-art guidelines, bushings are subjected to stresses during their operating lives, which reduce their lifetime and in general contribute up to 35% to the power transformer failure rate [10]. As the transformer runaway is a deleterious and unwanted situation, utilities need to know when a bushing is starting to deviate from the standard behavior.
The traditional approach used so far, consisting of regular and periodic offline tests, has proved not to be highly effective, as it provides poor correlation with the present bushing conditions and especially as it often requires unnecessary tests on healthy equipment.
Digitalization is creating a new approach, allowing for a more detailed and refined monitoring strategy, which involves:
-
Online measurements: carried out at full stress (making it less difficult to interpret the measurement results)
-
Continuous measurements: not performed at regular intervals but starting from the first day of transformer energization onwards. This will allow a full product transparency and identification of early failure modes development
-
Automatic data processing and elaboration, through statistical and artificial intelligence models. When switching from offline to online measurements, the measurements that can be done on the transformers get more limited, and the level of data elaboration needs to be more sophisticated. FDS or PDS methods (both offline) are indeed able to provide the direct measurement of the insulation condition while only the bushing leakage currents can be measured online. Getting the insulation status from the leakage currents is a non-standard and complicated task, as this requires high statistical and machine learning capabilities.
-
Global and complete measurements: to ease the diagnosis on the entire transformer. Digitalization and data handling from different sources (e.g., bushing, transformer windings, on load tap changer) have opened up a completely new scenario unknown some years ago, where monitoring and data were confined to individual products. Having the possibility to cross-correlate data (and automatically!) can help increase the level of reliability of the diagnosis and improve the diagnostic effectiveness.
Conclusion
OIP bushings with bellows and ester insulated bushings are a solution to many technical challenges of traditional Oil Impregnated Paper (OIP) technology connected to energy transition, both in terms of environmental compatibility and to satisfy the requirements introduced by new operation modes of power installations.
The bushing design with bellows represents an extension of conventional OIP technology to meet the challenges of cyclical loading conditions of renewable energy.
New ester-insulated bushings provide innumerable benefits, not only answering to the growing demand for reliable and sustainable energy generation and transmission, but also providing higher technical performances when compared to OIP technology.
The online monitoring system, which can be a stand-alone device or integrated within the power transformer to provide a more comprehensive set of information, complements the advantages of the above mentioned solutions to allow the bushing to operate close to the maximum design performance, without compromising its lifetime expectancy.
References
[1] Bubble evolutions in bushings, ABB publication 1ZBC000001C2704, 2011
[2] Parts and Service News for the Power Transformer and Circuit Braker Maintenance Community, March 1998, Special No. 1
[3] Midel selection guide, www.midel.com, accessed on August 14, 2020
[4] F. Bachinger and P. Hamberger, “Measurement of thermal behavior of an ester-filled power transformer at ultra-low temperature,” CIGRE 2018, A2-111
[5] “Experiences in service with new insulating liquids,” CIGRE 2010, WG A2.35
[6] J. Dai and Z. Wang, “A Comparison of the Impregnation of Cellulose Insulation by Ester and Mineral Oil,” IEEE Transactions on Dielectrics and Electrical Insulation, vol. 15, n. 2, 2008, pp. 374-381
[7] M. Lashbrook, A. Gyore, R. Martin, R. Cselko and B. Nemeth, “Creepage Discharge Investigations with Biodegradable Ester-based Liquids and the Implications for Transmission Transformer Design,” CIGRE 2018, D1-207
[8] E. Ferdjallah, O. Richer, K. Kaineder and F. Negri, “Improved thermal resistance and overload capability of the new Ester Bushings,” 2021 Electrical Insulation Conference (EIC), June 7th – 28th, 2021
[9] E. Ferdjallah, “Ester-impregnated bushings: One step closer to sustainable energy,” Transformer Technology, Issue 8, October 2020
[10] S. Tenbohlen, “Diagnostik elektrischer Betriebsmittel 2014,” 6. ETG-Fachtagung, Nov 25, 2014, Berlin, Germany

Stefano Iacono
Stefano Iacono is an electrical engineer who graduated from Politecnico di Milano in Italy in 2011. He started his career as R&D engineer working on the design of HV bushings and he has been with Trench Italy, a Siemens Energy subsidiary, since 2016 as a product manager for the bushing product line.

Esseddik Ferdjallah
Esseddik Ferdjallah is an electrical engineer who graduated from Ecole Polytechnique d’Alger in Algeria in 2012. He obtained his PhD from Polytech’Nantes in 2015 on the monitoring of insulation system for hydrogenators. He has been with Trench France, a Siemens Energy subsidiary, since 2016 as an R&D engineer working on the development of new insulation technologies, topics related to monitoring, as a technical advisor for the service department, and as a technical manager in high-voltage laboratories.

Arturo del Rio
Arturo del Rio holds a bachelor’s degree in electrical engineering from the Universidad Industrial de Santander, Colombia, and a MASc degree in the field of power devices and systems from the University of Toronto, Canada. He has been an IEEE member since 1988 and is a registered Professional Engineer in Ontario, Canada, since 1993. He is presently an IEEE PES Transformer Committee member, actively participating in the development of IEEE industry standards.
He joined Trench Canada in 1991 where he held various design and engineering positions in the areas of instrument transformers, power electronics, HV transformer bushings and air-core reactors. In 2018 he joined Siemens Energy Inc. in Raleigh, NC where his function is product management manager for transformer bushings.