
ANTI-CORROSION COATINGS
Foreword from the Editor in Chief
Everything ages, rusts or decays. Even electrical system components. This article came about after I did an interview with Maria Lamorey for a PPG profile. Her background and knowledge on coatings and their ability to arrest the onset of corrosion was an eye opener for me personally. I hope you enjoy and learn.
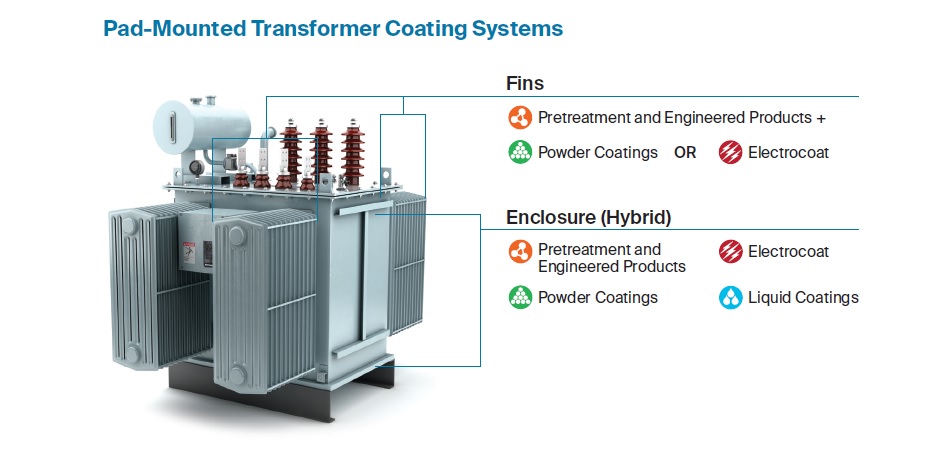
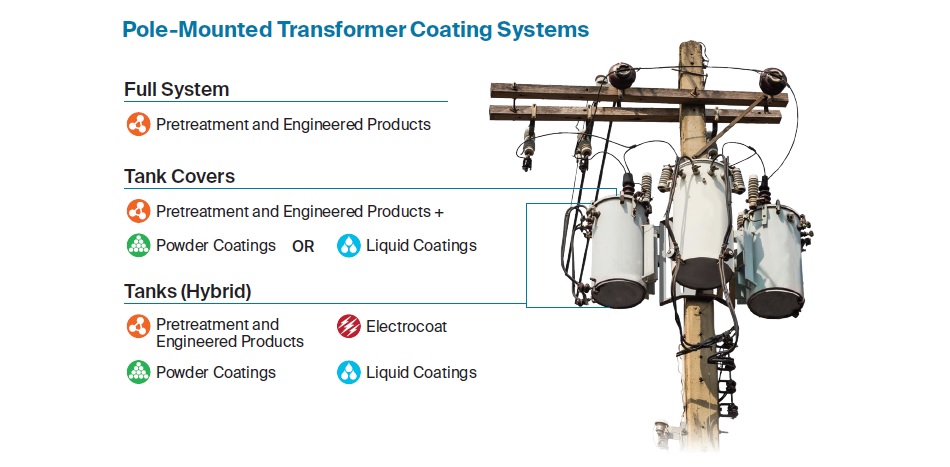
Many of us take electricity for granted. While we dread its absence during a power outage, most of us do not realize that there is performance-critical electrical equipment—typically fabricated from a variety of metals—that must withstand years of challenging outdoor conditions to support the flow, supply, and management of electricity. Transformers that have weak coating systems lead to failure, resulting in power outages. With many of us working from home, it is even more critical that we be able to charge our devices and computers so that we can stay connected to our jobs and families.
Current designs of transformers that are built today date back some 20 years and the coating specification could also be that old. This equipment has outdoor life expectancies that range from 25 to 30 years, with some lasting close to 50 years in extreme conditions and operating environments. The design emphasis for transformers is typically focused on protecting its sensitive instrumentation, controls, and operation. Few consider how critical it is to protect the metals that house these vital components and ensure their reliability.
Unfortunately, when it comes to painting and protecting new equipment, many manufacturers combine old “cut-and-paste” paint specifications that date back 20 to 30 years with industry-standard regulatory requirements written by IEEE, UL, CSA, and ASTM.
In other cases, equipment manufacturers write their paint specs based solely on achieving a minimum industry standard or according to a specification written by their paint supplier. Paint manufacturers can further contribute to the problem by designing coatings systems that merely meet old specifications or achieve industry standards dictated by customers instead of featuring the latest technologies to provide better field performance.
Transformer manufacturers typically don’t want coatings to be their core competency. I consistently hear from electrical equipment manufacturers that they want to focus innovation on the technology of the full system, including controls, wiring and functionality. Adding to the challenge for these manufacturers are marketing professionals who are looking to differentiate their products by driving up performance requirements. In addition, we are starting to see more stringent European performance requirements enter the North American market. All of these different elements are creating confusion and adding cost and complexity to transformer designs.
The design emphasis for transformers is typically focused on protecting its sensitive instrumentation, controls, and operation. Few consider how critical it is to protect the metals that house these vital components and ensure their reliability.
One of the best places to update and incorporate changes to a transformer’s outdoor performance is to thoroughly review its coatings technology. This helps to ensure that your product is utilizing the best products on the market to protect your equipment. Selecting the right system utilizing the latest technologies will provide transformer manufacturers the ability to outperform competitors, require less field maintenance thereby reducing the total cost of ownership.
Considering the main causes of corrosion and how it affects the total cost of ownership is the first line of defense in providing longevity for outdoor equipment.
The Causes of Corrosion
Metal components corrode for any number of reasons. They can include the intersection of two metals with different corrosion thresholds, or factors such as continuous or repeated exposure to high temperatures and humidity, damaging pH (acid) levels, electrolytes, chemicals and ultraviolet (UV) light (sunlight).
The most effective way to select the right coatings for metal electrical equipment is a total system approach that considers and accounts for the following variables:
-
The composition of the metal substrate (cold-rolled steel, hot-rolled steel, stainless steel, galvanized metal, mixed-metal, etc.)
-
The types of lubricants and coolants used to fabricate the equipment
-
The materials selected to pretreat the metal substrate (zinc-, iron- or zirconium-based pretreatments)
-
The type of finish coat, including film build (coating thickness) and cure (baking time and temperature) requirements
Considering the main causes of corrosion and how it affects the total cost of ownership is the first line of defense in providing longevity for outdoor equipment.
Design Considerations
Another important criterion for selecting the right coating chemistry is the design of the finished part. For instance, components with sharp corners, recessed areas or intricate shapes can be finished with coatings that are formulated with high transfer efficiencies. These specialized coatings are engineered specifically to maximize coverage on these types of parts.
Coatings manufacturers offer a variety of resin chemistries to improve resistance to corrosion and UV exposure, including epoxies, polyesters, urethanes and acrylics, as well as hybrid coatings, which incorporate a combination of resin chemistries. Each have their strengths and weaknesses.
For instance, epoxies are ideal for chemical resistance and mechanical properties, but are lacking in UV resistance and weatherability. Polyesters, urethanes and acrylics all offer exceptional weathering characteristics, but each offers a different benefit, such as great physical properties for polyesters; chip, scuff and mar resistance for urethanes; and superior surface appearance for acrylics.
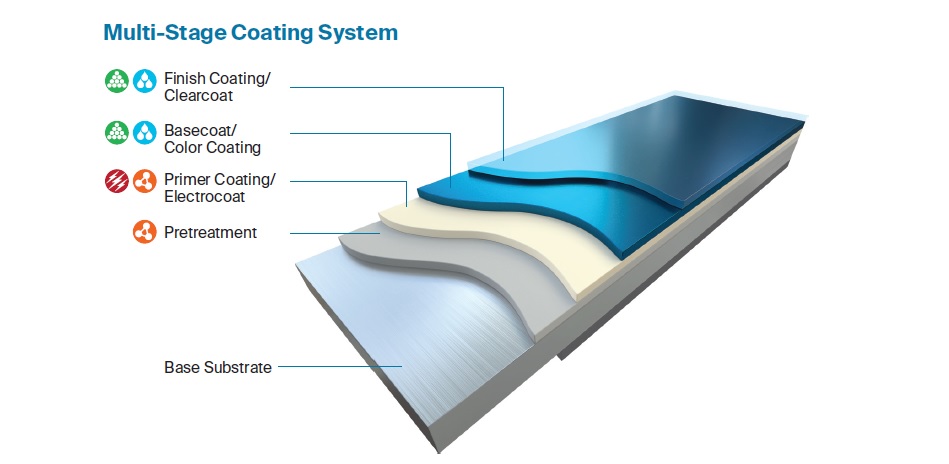
Typical solutions for electrical equipment manufacturers include two-coat systems featuring a primer coat for corrosion protection and topcoat for color, appearance and UV resistance. Other popular options include one-coat hybrid systems that combine a mixture of resin chemistries to provide an optimal balance of corrosion protection and UV resistance.
The Building Blocks of a Paint Specification
Building a great paint specification is critical to ensuring that electrical equipment manufacturers are capitalizing on the latest technology available to maximize the service life of their products.
If the goal of an electrical equipment manufacturer is to build next-generation components that exceed performance mandates, while protecting their brand reputation, paint specifications should be reviewed and updated regularly to ensure that they address the following criteria:
-
Scope of the product – This section defines the products covered.
-
Substrate type – This section details all the metals and non-metal substrates incorporated into an electrical component or enclosure, including aluminum, cold-rolled steel, etc.
-
Paint type – When declaring the type of paint to be used in a specification, electrical equipment producers should avoid using a specific paint manufacturer’s product code.
Building a great paint specification is critical to ensuring that electrical equipment manufacturers are capitalizing on the latest technology available to maximize the service life of their products.
Codes can be ambiguous or difficult to find, as they often change or may be unique to a specific customer. Instead, detail the specific coatings technology the equipment demands (liquid, powder or electrocoat); then detail the resin chemistry of the desired coating (i.e., TGIC polyester, epoxy, urethane, etc.)
-
Substrate preparation and protection – This section spells out substrate preparation details and methods. In addition to addressing the cleaning and removal of oils, lubes, and coolants left over from the fabrication process, the specification should also spell out chemical cleaning methods using alkaline, acid, or solvent-based products; and mechanical cleaning methods such as shot-blasting.
-
Color – Establishing and maintaining a standard color can be challenging. It is important to detail an acceptable range of color variation and to have a proven and consistent method for determining that the color of a painted part falls within specification.
-
Pantone, RAL, Munsell, and ANSI are color-cataloging systems commonly used for these purposes, although some equipment manufacturers choose to create their own in-house standards. Maintaining color standards is a topic worthy of its own article, so it is best to work with a reputable paint manufacturer to understand the intricacies of creating a color standard and how to detail its parameters in the specification.
-
Gloss – Like the color spec, the gloss range spec can have a big impact on a product’s finished appearance. It is important to provide a specific gloss range in a paint specification, as variations in gloss can cause the same color on a piece of equipment to appear as different shades.
-
Texture – This section defines the smoothness of the finish. In the electrical industry, some orange peel (minor paint dimpling) is considered preferable, as it tends to hide flaws and wears well over time. Even so, firm rules for texture types and variation should be written into the paint spec.
-
Cure – This section establishes paint curing parameters for oven or air-drying paint.
-
Product handling and storage – Manufacturers suggest specific rules for handling and storage in their product data sheets, including an acceptable range of temperature exposures and fixed expiration dates to ensure inventory is properly rotated.
-
Performance – Regulatory standards such as UL or IEEE should be detailed in the paint specification. These standards are written to include a range of acceptable results for products undergoing laboratory-based performance tests, which have been agreed upon by the industry for their ability to mimic real-world performance environments.
Equipment Design Considerations in Reviewing the Latest Coating Technologies
Edge corrosion is one of the most common and most challenging issues transformer manufacturers encounter. Edges of equipment show wear and rust the fastest and are a transformer’s greatest point of corrosion vulnerability.
What is edge corrosion? When parts are painted on the line, a visual inspection usually shows that the sharp edge appears to have coverage; however, during the heated cure time, coatings decrease in viscosity further liquefying the coating, which causes it to pull away from the sharp edge. This results in reduced film thickness and diminished corrosion protection.
Equipment design changes can be made to avoid this problem, but they can be costly. A better option is to select one of the state-of-the-art coatings that are specifically designed to provide edge corrosion.
Edge corrosion is one of the most common and most challenging issues transformer manufacturers encounter.
Some of these coatings also have high transfer technology built into their formulations, which helps to reduce waste during manufacturing. Selecting a state-of-the-art coating technology will:
-
Provide superior corrosion resistance
-
End in lower cost per square foot of painted metal
-
Ensure color consistency across the equipment
Selecting the right coating using the latest technologies will greatly reduce the transformer overall cost of ownership by:
-
Reducing warranty claims
-
Extending product life cycle
-
Reducing waste
-
Saving energy related to equipment manufacturing
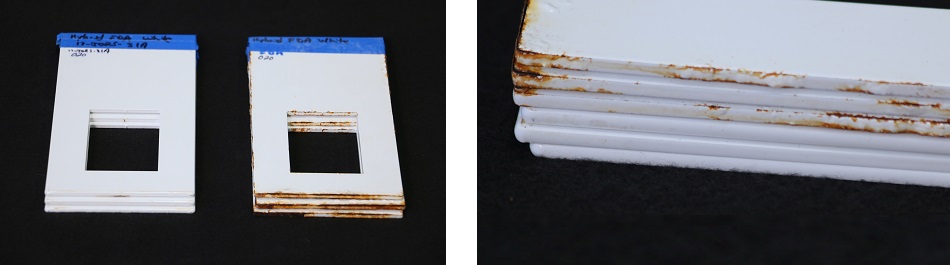
High edge formula Standard formula Edge view, bottom high edge, top standard formula
Summary and Suggestions
When creating a paint specification, it is critical to correlate a device’s expected service environment and service life to the testing methodology that most rigorously replicates the performance challenges it will face. Not only will this help ensure that a product performs reliably throughout its lifetime; it may also lessen maintenance requirements for that device during its service life as well.
Equipment manufacturers should evaluate their paint specifications on a regular schedule to ensure that they always incorporate the most targeted and technologically advanced coating systems and testing methodologies for a specific application.
Equipment manufacturers also should involve paint and pretreatment suppliers in the design process as early as possible, preferably with a proven coatings company that can offer both pretreatment and paint capabilities as an integrated package.
Integrated, full-service coatings suppliers typically have a deep understanding of the coatings process from start to finish, along with a wide range of products and resin chemistries that have been tested according to industry-standard criteria.
Equipment manufacturers should evaluate their paint specifications on a regular schedule to ensure that they always incorporate the most targeted and technologically advanced coating systems and testing methodologies for a specific application.
They also can act as a partner in identifying potential vulnerabilities to corrosion and help customers to select the right products to prevent it. Most integrated coatings suppliers also have dedicated lab resources, which enable them to recommend the best test methodologies to measure a product’s potential service life. They also have complete testing services to verify lab results, identify probable reasons for a product failure, suggest potential solutions to correct a failure, and to troubleshoot general coatings-related production problems.








